










Steel detailing workflows that improve marine fabrication speed
2026-06-22
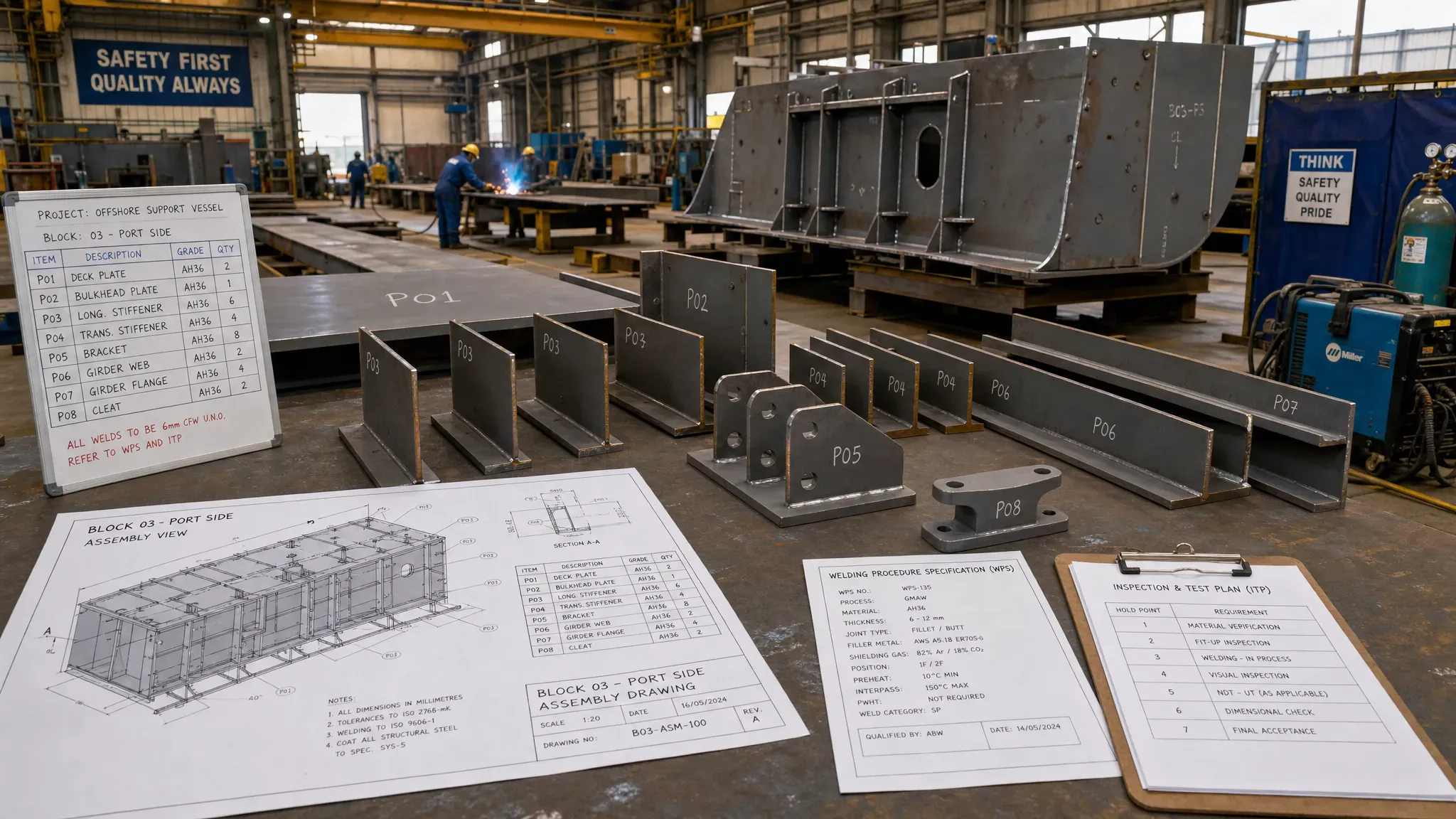
Marine fabrication speed is often lost in small gaps: a missing weld detail, an unclear revision, a clash with a pipe spool, or a shop drawing that is technically correct but awkward to build. In shipyards and offshore fabrication facilities, those gaps are expensive because they affect cutting, fit-up, welding, coating, lifting, transport and installation readiness.
Steel detailing is where structural intent becomes fabrication information. For marine projects, that means more than producing drawings. It means translating calculations, class requirements, vessel constraints and yard methods into controlled outputs that fabricators can use without unnecessary RFIs, rework or waiting time.
A faster workflow is not simply a faster modeller. It is a controlled sequence of engineering decisions, model development, interface checks, review gates and release discipline. When that sequence is designed well, steel reaches the shop floor with fewer uncertainties and the fabrication team can keep moving.
Why steel detailing workflows affect marine fabrication speed
Marine fabrication is different from standard building steelwork. Structures may need to fit existing vessels, support dynamic loads, survive transport accelerations, interface with mooring or lifting systems, and comply with class or marine warranty surveyor requirements. The same drawing can look acceptable on screen but create problems when the yard has to weld it in position, turn the block, access a joint, or maintain dimensional tolerances after heat input.
Good detailing workflows reduce friction between engineering and production. They help confirm that load paths are clear, plate thicknesses are rationalised, temporary supports are considered and interfaces are checked before work packages are released. This is especially important for vessel retrofits, seafastening, grillages, offshore installation structures, ship repair, dredging equipment, decommissioning frames and renewable energy components.
The objective is not to remove engineering judgement from fabrication. It is to make engineering decisions visible, traceable and buildable before they become production bottlenecks.
Start with a controlled detailing basis
Fast fabrication starts before modelling begins. A steel detailer cannot compensate for an unstable design basis, missing vessel data or unresolved approval comments. If detailing starts with incomplete inputs, the apparent time saving is usually lost later through revisions, hold points and fabrication queries.
A controlled detailing basis should define the information that is approved for use, the information that is still under review and the assumptions that need confirmation. This prevents a common marine project problem: different disciplines working from different versions of drawings, load cases or interface data.
For most marine and offshore scopes, the detailing basis should include:
- Current structural calculations, design reports and applicable load cases.
- Class, owner, MWS and client comments that affect fabrication details.
- Verified vessel or site data, including as-built surveys where relevant.
- Material grades, corrosion allowances, coating zones and welding requirements.
- Interface drawings for piping, equipment, cable trays, access systems and temporary works.
- Fabrication yard constraints, including crane capacity, panel lines, preferred weld positions and transport routes.
- Revision status, hold areas and responsibilities for closing open technical actions.
For a broader explanation of how detailing converts design intent into buildable steelwork, see this article on why steel detailing matters in marine fabrication.
Detail around the yard sequence, not only the final structure
A model that represents the finished structure is useful, but fabrication teams build in stages. They cut parts, assemble subcomponents, weld panels, turn blocks, trial-fit interfaces, apply coatings and prepare for transport. Steel detailing workflows should reflect that sequence.
This matters in marine fabrication because access changes as the structure grows. A weld that is easy in a subassembly may become difficult after a frame is closed. A lifting lug may clash with a temporary support. A coating boundary may be hidden by a bracket if the sequence is not considered. A curved shell insert or retrofit bracket may require local fit-up allowances that are not visible in a clean design model.
Detailing around the yard sequence means asking practical questions early. Can the welds be made in the preferred position? Can the component be turned safely? Are temporary stiffeners required during lifting or transport? Are there access openings for inspection and coating repair? Can the package be split into work orders that match the yard schedule?
This is where structural engineering and fabrication planning must stay connected. The fastest workflow is not the one that releases the most drawings at once. It is the one that releases the right information, in the right order, with the fewest open decisions.
Reduce detail variation before it reaches production
Variety slows fabrication. Every unique bracket, non-standard connection, unusual weld preparation or isolated plate thickness adds time to checking, cutting, fit-up and inspection. Some variation is unavoidable in marine structures, especially when working around vessel geometry or equipment interfaces. However, many variations can be reduced through early rationalisation.
A strong steel detailing workflow includes a simplification step before drawings are issued for fabrication. Structural engineers and detailers should review repeated details, connection types, stiffener profiles, weld symbols and material choices. The goal is not to weaken the design or ignore local loads. The goal is to avoid unnecessary complexity where a simpler, proven detail meets the requirement.
This also improves procurement and nesting. Fewer plate grades, fewer thickness changes and more repeatable part families can reduce material handling and cutting complexity. In time-sensitive projects, this can be the difference between a smooth fabrication start and a yard waiting for special material or clarification.
The same logic applies at the structural design stage. Practical load paths and buildable connection concepts make detailing faster and reduce the risk of late rework. Fusie Engineers has covered this in more depth in its article on structural engineering choices that improve buildability offshore.
Coordinate interfaces before drawings are released
Marine steel rarely stands alone. It carries equipment, protects systems, supports lifting operations, interfaces with hull structure, routes piping and leaves space for access, inspection and maintenance. If those interfaces are checked only after shop drawings are issued, fabrication speed suffers.
Interface coordination should happen in the model before release. This is particularly important in retrofit work, where legacy vessel drawings may not match reality. Point clouds, surveys and onboard verification can reduce uncertainty, but only if they are actively used in the detailing workflow.
Common interface checks include equipment footprints, pipe spool routes, cable tray corridors, hatch access, removable panels, lifting paths, weld access, coating access and clearances for installation tools. For offshore transport and installation structures, detailing must also consider seafastening, grillage supports, padeye positions, sea transport accelerations and removal after offshore operations.
When steel detailing is coordinated with piping, naval architecture, structural engineering and marine operations, the yard receives fewer surprises. That reduces hot work changes, delayed fit-up and temporary fixes that may need extra approval.
Use review gates that match project risk
A single final review is rarely enough for complex marine steelwork. By the time the final package is reviewed, too many modelling decisions may already be embedded. A better workflow uses staged review gates that match the technical and fabrication risk.
Useful review gates include:
- Basis gate: Confirms inputs, assumptions, open actions and approval status before detailed modelling accelerates.
- Model coordination gate: Checks geometry, interfaces, load paths, access and fabrication sequence before drawing production.
- Fabrication release gate: Confirms shop drawings, material lists, weld details, revision status and hold points.
- Change gate: Controls late updates, superseded drawings, yard queries and approval impacts.
These gates do not need to slow the project. In fact, they usually reduce total review time because comments are found when they are easier to correct. They also give project directors and engineering managers better visibility of what is ready for fabrication, what is still on hold and what could affect the mobilisation schedule.
Turn the model into fabrication-ready information
A 3D model is not the final deliverable. The fabrication team needs information that supports cutting, assembly, welding, inspection, coating and installation. A fast detailing workflow defines these outputs clearly and avoids overloading drawings with information that belongs elsewhere.
Typical fabrication-ready outputs include part drawings, assembly drawings, material take-offs, cutting data, weld maps, bolt lists, lifting notes, dimensional control points, coating boundaries, temporary stiffening notes and revision records. For classed or approval-sensitive work, the output package should also make it clear which details are derived from approved calculations and which areas remain subject to review.
Clarity is critical. Fabricators should not need to interpret whether a bracket is temporary or permanent, whether a weld is continuous or intermittent, whether a plate edge needs preparation, or whether a part belongs to a hold area. Every unclear note creates the potential for an RFI, and every RFI can stop a workface.
A practical drawing package also recognises how people use information in the yard. The assembly drawing should support fit-up. The weld information should support weld planning and inspection. The material list should support procurement and traceability. The revision cloud should help supervisors understand what changed without searching through the whole package.
Make approval readiness part of the workflow
Marine fabrication often depends on approvals from class societies, clients, owners, MWS teams or other reviewing bodies. If documentation is incomplete or inconsistent, fabrication can be delayed even when the steel design itself is sound.
Approval readiness should be built into the detailing workflow, not added at the end. Calculations, model references, drawing numbers, material specifications and design comments should remain traceable. When a reviewer asks why a detail is configured in a certain way, the project team should be able to connect the drawing to the relevant load case, rule requirement, interface decision or fabrication constraint.
Some organisations are also connecting engineering document control with broader compliance systems. Tools for AI-enabled compliance workflow automation can help compliance teams manage regulatory evidence and workflow actions, but they should complement, not replace, engineering sign-off, class review and discipline authority.
For marine projects, the key is control. Faster approval does not come from sending more documents. It comes from sending the right documents, with clear references, consistent revisions and enough technical explanation for reviewers to assess the work efficiently.
Keep change management tight during fabrication
Changes are normal in marine projects. Vessel access may be different from expected, client comments may arrive late, equipment interfaces may shift, or a yard may propose a fabrication improvement. The problem is not change itself. The problem is uncontrolled change.
A steel detailing workflow should define how changes are requested, assessed, approved and released. It should also define who has authority to accept a fabrication deviation and when class or MWS involvement is required. Without this discipline, teams can end up with unofficial mark-ups, superseded drawings in circulation and uncertainty about what has actually been built.
Clear drawing statuses are essential. Work in progress, issued for review, issued for construction, approved for construction, hold and superseded should not be treated as interchangeable. The yard must know which documents are valid, and engineering must know which changes have been incorporated into the model.
This is especially important when multiple packages are released in parallel. A late change in a grillage, deck reinforcement, sea fastening bracket or equipment foundation may affect lifting arrangements, weld access, coating, stability assumptions or transport clearances. Fast fabrication requires rapid decisions, but those decisions still need traceability.
Use software to accelerate, but keep engineering control
Modern detailing software can speed modelling, drawing generation, clash checks, quantity extraction and revision tracking. It can also improve coordination between structural, piping, mechanical and naval architecture teams. However, software does not decide whether a detail is fit for marine service.
Engineering control remains essential. Someone must verify that load paths are valid, fatigue-sensitive areas are treated correctly, welds are inspectable, access is sufficient and temporary conditions are covered. The workflow should therefore combine model-based efficiency with disciplined checking.
Automation is valuable when it removes repetitive work and reduces manual errors. It becomes risky when teams rely on it without understanding the assumptions behind the output. In marine fabrication, a small modelling shortcut can become a large yard problem if it affects fit-up, lifting, approval or safety.
Close the loop with fabrication feedback
The best steel detailing workflows improve over time. Yard feedback should not disappear into email threads. RFIs, non-conformities, dimensional issues, weld access problems and installation lessons should be reviewed and used to update detailing templates, standard details and checking routines.
This feedback loop is particularly useful for recurring vessel types, offshore wind transport frames, retrofit packages, modular skids and decommissioning equipment. If a detail causes repeated fabrication difficulty, the next project should not start from the same problem. Practical engineering teams treat fabrication feedback as design intelligence.
For engineering managers, this also supports supplier performance evaluation. A detailer who produces clean drawings but generates repeated yard queries may not be delivering real speed. A team that reduces RFIs, clarifies interfaces and anticipates approval questions is contributing directly to schedule control.
When specialist support adds value
Internal teams often have the project knowledge, vessel history and operational context. What they may lack during peak periods is specialist capacity across structural engineering, marine operations, heavy lift, ship design and detailed steelwork production. This is where an external engineering partner can add value, provided the role is not limited to drafting.
For marine fabrication, the partner should understand how detailing decisions affect weld complexity, fabrication sequence, vessel limits, lifting operations, approval documentation and offshore execution. They should be able to work from concept and calculations through to fabrication drawings and technical reports, while keeping communication clear across engineering, yard and approval stakeholders.
Fusie Engineers supports offshore, maritime and energy projects with structural design, heavy lift engineering, ship design, marine engineering, vessel retrofits, piping design and steel detailing. The value lies in connecting these disciplines so that steelwork is not only accurately modelled, but practical to fabricate, review and install.
Frequently asked questions
What makes steel detailing different in marine fabrication? Marine steel detailing must account for vessel geometry, class requirements, marine loads, access restrictions, corrosion protection, lifting, transport and installation conditions. It is not only a drawing exercise, because detailing decisions can affect safety, approval and yard productivity.
How early should steel detailing start in a marine project? Detailing should start once the design basis, key load cases, major interfaces and approval route are sufficiently controlled. Starting too early can create rework, but involving detailers during constructability reviews can help identify fabrication risks before the design is frozen.
How can steel detailing reduce fabrication rework? It reduces rework by improving interface coordination, clarifying weld and material requirements, controlling revisions, checking access and releasing fabrication information in a sequence that matches yard execution.
Does faster detailing increase approval risk? Not if the workflow is controlled. Faster detailing should come from better inputs, staged reviews, model coordination and traceable documentation, not from skipping checks or issuing incomplete packages.
What should project teams review before releasing shop drawings? They should confirm the design basis, revision status, material grades, weld details, interfaces, access, fabrication sequence, temporary works, approval comments and any hold areas that must not be fabricated until resolved.
Build faster with detailing that supports fabrication
Marine fabrication speed depends on disciplined engineering, not shortcuts. The right steel detailing workflow gives the yard clear, buildable and approval-ready information while keeping safety, cost and schedule under control.
If your project needs structural design, marine engineering or steel detailing support for offshore, maritime, retrofit, heavy lift or renewable energy scopes, Fusie Engineers can help turn engineering intent into practical fabrication deliverables.


